


Yleinen tekniikka
GB / T19228.2-2011
Ruostumattomasta teräksestä valmistettujen putkien yleiset tekniset vaatimukset
GB / T19228-2011 perustuu standardiin GB / T12771-2008, joten seuraavat tekniset vaatimukset koskevat myös muita yleiskäyttöisiä ruostumattomasta teräksestä valmistettuja putkia.
Ⅰ. Koko ja suvaitsevaisuus
Pyöreys: ulkohalkaisijan sallittu poikkeama C on ± 0,5% D, DN150-300, 0,75% D alle DN150;
Paksuus: Sallittu poikkeama: ± 10% S;
Pituus: 3000-9000mm, voidaan myös räätälöidä tarpeen mukaan, sallittu poikkeama: 0 ~ +20 mm;
Taivutusaste: 2mm / M;
Kaltevuus: Teräsputkiportin kaltevuuden tulisi täyttää seuraavan taulukon vaatimukset.
Ⅱ. Painon laskentamenetelmä
Ruostumaton teräsputki toimitetaan yleensä teoreettisen painon mukaan, ja se voidaan toimittaa myös todellisen painon mukaan neuvottelujen jälkeen. Kun teoreettinen paino toimitetaan, teoreettinen paino lasketaan kaavan (I) mukaisesti
| Ruostumattomasta teräksestä valmistettu tiiviste ja teoreettinen painokaava | |||||
| Ei. | Uusi luokka | Vanha luokka | Tiheys | Muunnettu kaava | |
| 1 | 06Cr19Ni10 | 0Cr18Ni9 | 7.93 | W = 0,024 91S (DS) | |
| 2 | 022Cr19Ni10 | 00Cr19Ni10 | 7.90 | W = 0,024 82S (DS) | |
| 3 | 06Cr17Ni12Mo2 | 0Cr17Ni12Mo2 | 8.00 | W = 0,025 13S (DS) | |
| 4 | 022Cr17Ni12Mo2 | 00Cr17Ni14Mo2 | 8.00 | W = 0,025 13S (DS) | |
| 5 | 019Cr19Mo2NbTi | 00Cr18Mo2 | 7.77 | W = 0,024 35S (DS) | |
| Ruostumattomasta teräksestä valmistetun putkiportin viisto | |
| Putken ulkohalkaisija | 切 斜 ≤ Kalteva ≤ |
| ≤20 | 1.5 |
| > 20-50 | 2.0 |
| > 50-108 | 3.0 |
w = π ‰ S (DS) ρ ………………. (1)
merkintä:
W - teräsputken teoreettinen paino kilogrammoina metriä kohti (kg / m);
Π = 3,1416;
S - teräsputken nimellispaksuus millimetreinä (mm);
D - Teräsputken nimellinen ulkohalkaisija millimetreinä (mm):
P - Ruostumattoman teräksen tiheys kg / dm3, tarkista seuraavasta taulukosta kunkin luokan tiheys.
| Tekniset vaatimukset | |||
| Teräsputken materiaalilaadun ja sovellettavien olosuhteiden on täytettävä seuraavat vaatimukset | |||
| Ei. | Uusi luokka | Vanha luokka | Sovellettavat ehdot |
| 1 | 06Cr19Ni10 | 0Cr18Ni9 | |
| 2 | 022Cr19Ni10 | 00Cr19Ni10 | Juominen puhdistettua vettä, päivittäinen juomavesi, ilma, lääkekaasu, kylmä vesi, kuuma vesi jne. |
| Juominen puhdistettua vettä, kylmää vettä, kuumaa vettä jne. | |||
| 3 | 06Cr17Ni12Mo2 | 0Cr17Ni12Mo2 | |
| 4 | 022Cr17Ni12Mo2 | 00Cr17Ni14Mo2 | Sovellukset, jotka vaativat suurempaa korroosionkestävyyttä kuin 06Crl9NilO |
| 5 | 019Cr19Mo2NbTi | 00Cr18Mo2 | Sovellukset, jotka vaativat suurempaa korroosionkestävyyttä kuin 06Cr17Ni12Mo2 |
Soveltuva ympäristö, jossa väliaineessa on enemmän happi-ioneja
| Ruostumattomien teräsputkien laatu ja kemiallinen koostumus (sulatusanalyysi) | ||
| Ei. | Yhtenäinen digitaalinen koodi | Kemiallinen koostumus (massaosuus) /% |
| Teräsputken mekaanisten ominaisuuksien on täytettävä seuraavan taulukon vaatimukset。 |
Määritetty ei-suhteellinen laajennusvahvuus
Vetolujuus Rm / Mpa
Venymä murtuman jälkeen A /%
Lämpökäsittelyn tila
Lämpökäsittelyn tila
Tuote-esittely
Tuotekotelo
Kuvaus
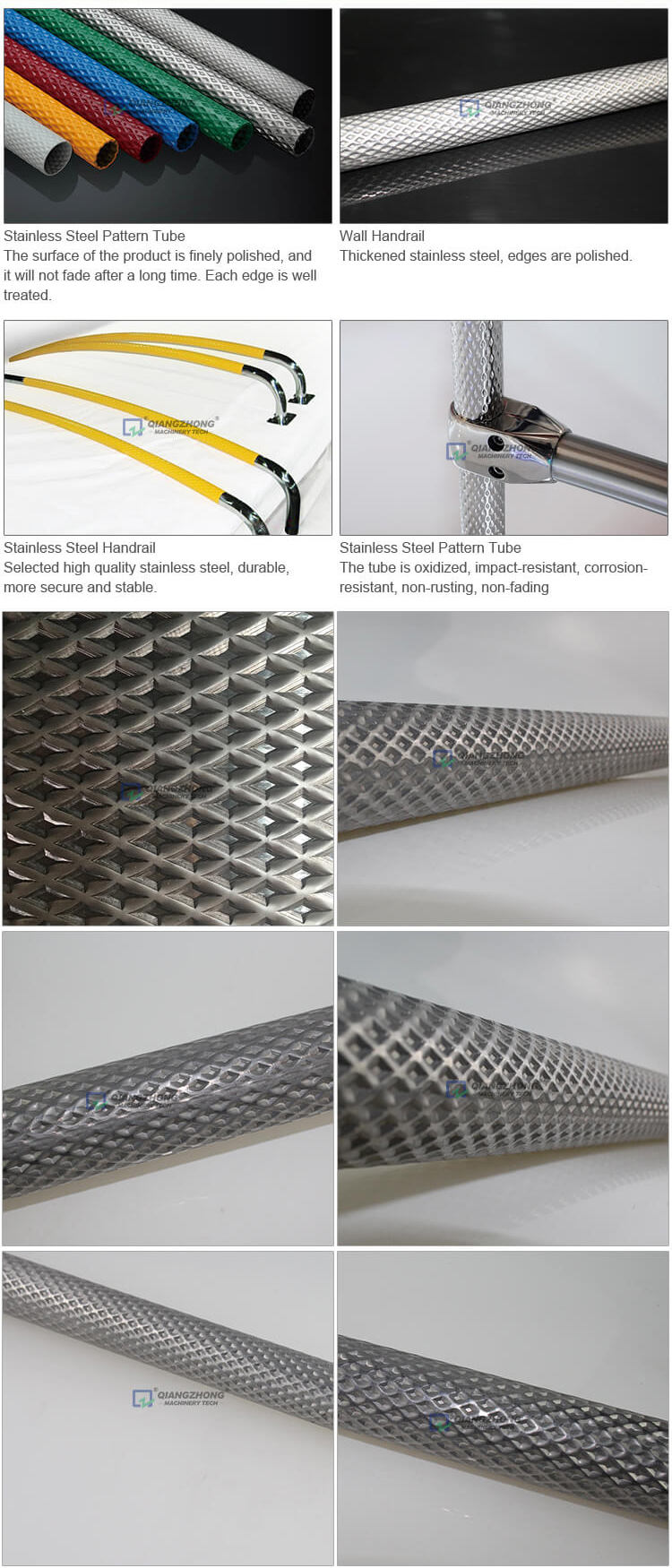
Ruostumaton teräs kuvio putki
- Putki on pääasiassa hitsattu putki tai kuvioputki, jota käytetään yleensä kaiteina tai koristeina ja jonka materiaali on yleensä vähintään 304 ruostumatonta terästä. Sen tuotantoprosessi on se, että ensin puristetaan kuvioputki teräsnauhalla ja sitten yleinen muovaushitsaus ja lopuksi peittaus ja kiillotus.
- Se on yleensä timanttikuvio tai pyöreä kuvio, jossa käytetään teräsnauhojen kohokuviointia ja teräspatterin muodostavaa hitsausta.
Sen halkaisija on yleensä 22mm-48mm, pääkäyttökohde: kodinsisustus, portaiden kaiteiden kaiteet, putkikahvat, autokaiteet jne.
| φ25 x 1,5φ32 x 1,5 | Auto, Bussi |
| φ30 x 2.0 | Japani |
| φ32 x 2φ32 x 2,5 | Kiina |
| φ35 x1,5φ35 x 2,0 φ35 x 2,5 φ35 x 3.0 |
Hongkong, Etelä-Korea |
| φ38 x 2,0φ38 x 2,5 φ38 x 3.0 |
EU |
Ruostumattomasta teräksestä valmistettu kaideputki, seinäkaideputki, kaideputki vammaisille
Tällä tuotteella on uusi rakenne ja johtava tekniikka. Kaiteen ominaisuuksien mukaan valun ja putken orgaaninen yhdistelmä varmistaa, että kaiteella on suuri lujuus ja sileät pintaviivat. Kaiteen liitosprosessi ratkaisee ongelman, että joitain kulmia kaidehitsauksen jälkeen ei voida pintakäsitellä. Teknisten vaatimusten mukaan kaiteen pinta voidaan käsitellä harjalla, hiekkapuhalluksella, knurlingilla, ruiskumaalauksella ja ruiskuvalulla. Myöhemmin pinta käsitellään erityisellä saastumisenestoprosessilla, mikä tekee siitä kauniin ulkonäön, öljytön ja helppo puhdistaa. Kaiteen valmistuksen erityistä hitsausprosessia valvotaan monipuolisesti toiminnan, laitteiden ja prosessin parametrien suhteen hitsauksen laadun varmistamiseksi.
| φ25 x 1,5φ32 x 1,5 | Auto, Bussi |
| φ30 x 1,2 | Japani |
| φ32 x 2φ32 x 2,5 | Kiina |
| φ35 x 2,0φ35 x 2,5 φ35 x 3.0 |
Hongkong, Etelä-Korea |
| φ38 x 2,0φ38 x 2,5 φ38 x 3.0 |
EU |





